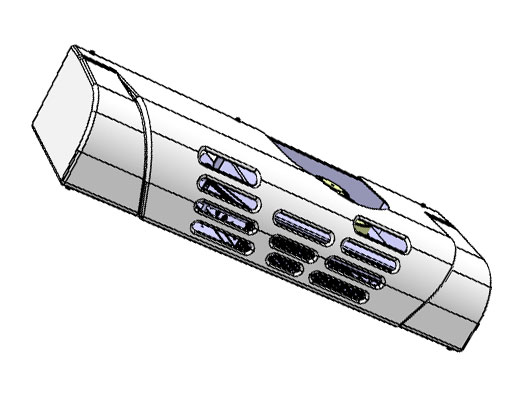
Introducing The TR-500E Trailer Refrigeration Unit::
Electric refrigerated trailer refrigeration units are an important part of
refrigerated trailers used to transport perishable goods. It is a
refrigeration system designed to maintain a constant temperature inside the
trailer, keeping produce fresh and safe for consumption.
Electric refrigerated trailer refrigeration units are an essential part of the transportation industry. Its energy efficiency, reliability, and precise temperature control make it an ideal solution for the transportation of perishable goods. As the industry continues to grow, electric refrigerated trailer refrigeration units are likely to become more advanced, providing greater levels of efficiency and reliability in the transportation of perishable goods.
How do Electric Refrigerated Trailer Refrigeration Units Work?
The
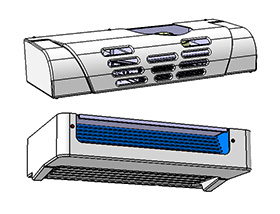
electric refrigerated trailer refrigeration unit works by removing heat from the interior of the trailer and transferring it outside. This is accomplished through the use of a
compressor,
condenser,
evaporator, and
refrigerant. The compressor compresses the refrigerant gas, which is then pumped to the condenser where it is condensed into a liquid state. The liquid refrigerant is then circulated through the evaporator where it absorbs heat from the air inside the trailer, cooling it down. The process is then repeated, creating a continuous cycle that maintains the desired temperature inside the trailer.
Features of TR-500E Trailer Refrigeration Unit
1. Fast cooling speed: the ambient temperature is 30°C, and it will drop to 0°C within 20 minutes in the cabin. The ambient temperature is 30°C, and it will drop to -18°C within 60 minutes in the cabin.
2. The power consumption per hour of cold machine operation is about 2.2KW/H.
3. Frequency conversion control, more precise and high stability.
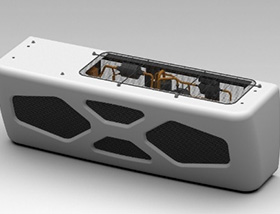
4. The evaporator adopts ABS casing, which is corrosion-resistant.
5. The heat exchanger has a large volume and a large air volume to ensure efficient heat exchange capacity and sufficient cold delivery.
6. The controller adopts light-touch temperature and air volume adjustment, and the temperature adjustment range is wide (-25°C to +30°C).
7. The industry's original double-seal technology, the system leakage is less than 3 grams per year, and the long-term reliable operation does not leak.
8. The electric control system has multi-channel detection and multiple protections to ensure the safety and reliability of the control system.
9. American AMP/Delph waterproof connectors, the pullout force is greater than 180N/M, sealed and waterproof. Eliminate poor contact, thick wires, no heat at high temperatures.
10. Danfoss (Danfoss) control valve, precise control, low failure rate.
About Guchen Thermo::
Guchen trailer refrigeration unit supplier is a company that specializes in the design, development, and production of refrigeration units for use in trailers and other mobile applications. We are of refrigeration and cooling technologies, and we work to create that meet the specific needs of the transportation industry.
We work closely with customers to understand their unique needs and requirements. This includes considerations such as the type of products being transported, the distance and duration of the transport, and the environmental conditions that the trailer will be subjected to. By understanding these factors, manufacturers can develop products that are tailored to meet the specific needs of their customers.
Application: :

Trailer refrigeration units are used in a variety of applications where the transport of perishable goods is necessary. Here are some of the most common applications of trailer refrigeration units:
Food transportation: Trailer refrigeration units are commonly used for the transportation of perishable foods, such as meat, dairy products, fruits, and vegetables. These units help to maintain the freshness and quality of the food during transport, ensuring that it arrives at its destination in a safe and consumable state.
Pharmaceutical transportation: Many pharmaceutical products require specific temperature ranges to maintain their efficacy and safety. Trailer refrigeration units can be used to transport pharmaceutical products, such as vaccines, medications, and other medical supplies while ensuring that they are kept at the appropriate temperature.
Chemical transportation: Some chemicals require specific temperature conditions to remain stable and safe during transport. Trailer refrigeration units can be used to transport chemicals, such as adhesives, paints, and coatings while maintaining the required temperature conditions.